

W zeszłym tygodniu przekroczyliśmy liczbę 10.000 wyprodukowanych stelaży przyłbic dla lekarzy, co zajęło nam zaledwie ok. 2,5 tygodnia :). Tym samym znalazła się chwila na opisanie całego projektu :D. Nie jest to temat stricte ekologiczny, niemniej przez odpowiednie zaprojektowanie bazowego narzędzia (forma laboratoryjna) oraz dostosowanie geometrii wyrobu (stelaż przyłbicy) możliwe było zaoszczędzenie sporej ilości energii oraz kolejnych 150-200 kg wysokogatunkowej stali narzędziowej. Niniejsze „case study” można zaliczyć do tematyki ekoprojektowania, chociaż również inne czynniki odegrały tu istotną rolę 🙂
Na początku chciałbym podziękować całemu Zespołowi Pracowników Politechniki Poznańskiej, bez którego stelaże do przyłbic dla lekarzy nie byłyby produkowane:
- mgr Beata Czerkas – koordynacja całego projektu produkcji przyłbic dla lekarzy,
- dr hab. inż. Marek Szostak, prof. PP – koordynacja i nad projektem wykonania wkładek do formy wtryskowej, organizacja półfabrykatów (normaliów do formy wtryskowej, folii APET, granulatu tworzywa) i logistyka,
- dr inż. Wiesław Kuczko oraz dr inż. Radosław Wichniarek – druk 3D stelaży oraz prototypów nowego kształtu stelaża, nanoszenie korekt w modelu 3D nowej konstrukcji, pomysłodawca zmiany technologii wytwarzania stelaży,
- dr inż. Krzysztof Mrozek – konstrukcja wkładek, weryfikacja nowej konstrukcji wkładek
- dr inż. Wojciech Ptaszyński oraz mgr inż. Jacek Tylicki – zaprogramowanie obróbki CAM, obróbka skrawaniem – wykonanie finalnych wkładek,
- mgr inż. Paweł Brzęk – uwagi dot. konstrukcji wkładki, ustawienie i optymalizacja procesu wtrysku, prace ślusarskie mające na celu poprawienie pracy wkładek oraz czasu cyklu, produkcja stelaży przyłbic dla lekarzy,
- mgr inż. Przemysław Poszwa – mnie przypadła koordynacja części technicznej projektu, przygotowanie nowego modelu stelaża, konstrukcja nowych wkładek, a także produkcja stelaży przyłbic dla lekarzy.
Tym samym zapraszam do zapoznania się z omówieniem całego projektu! 🙂 Jeżeli ktoś chce przeczytać samo podsumowanie projektu bez jego przebiegu – zapraszam na koniec artykułu 🙂
Wstęp – jak to się zaczęło
Projekt został zapoczątkowany przez dr. inż. Filipa Górskiego, który zaproponował, żeby Politechnika zaangażowała się w produkcję przyłbic dla lekarzy, skoro maszyny stoją i są gotowe do pracy. Cała akcja rozpoczęła się już w marcu, gdzie w laboratoriach Zakładu Inżynierii Produkcji zespół składający się z Panów: dr inż. Filipa Górskiego, dr. inż. Wiesława Kuczko, mgr. inż. Filipa Osińskiego oraz dr. inż. Radosława Wichniarka drukował stelaże do przyłbic, które następnie były montowane z pozostałymi elementami. W ten sposób na Wydziale Inżynierii Mechanicznej rozpoczęła się produkcja przyłbic dla lekarzy.

Ze względu na bardzo duże zapotrzebowanie na przyłbice – na początku kwietnia otrzymałem informację od prof. Marka Szostaka, który jest opiekunem mojego doktoratu o tym, że Politechnika chciałaby uruchomić produkcję stelaży w technologii wtryskiwania dotychczas wytwarzanych na drukarkach 3D. Zamysł jest oczywiście bardzo słuszny, ze względu na zdecydowanie krótszy czas produkcji w tym drugim wariancie. W tym celu zdecydowaliśmy się na wykorzystanie, będącej na stanie Zakładu Tworzyw Sztucznych Politechniki Poznańskiej, laboratoryjnej formy wtryskowej, która powstała w zeszłym roku w ramach koordynowanego przeze mnie grantu dla Młodych Pracowników Nauki.
Początki
Forma wtryskowa stanowi narzędzie w procesie formowania wtryskowego – w trakcie cyklicznego procesu nadaje kształt stopionemu materiałowi polimerowemu (potocznie plastikowi) i po jego zestaleniu umożliwia wypchnięcie go z formy. Podczas projektowania formy laboratoryjnej uwzględniłem kilka bardzo istotnych aspektów:
- możliwie dużą powierzchnią – dobrana w taki sposób, żeby można było ją zamontować na wtryskarkach wykorzystywanych w Zakładzie Tworzyw Sztucznych PP. Duża powierzchnia jest wykorzystywana przy pracach badawczych, ale również umożliwia produkcję większych wyrobów.
- posiada kieszenie w płycie matrycowej i stemplowej, ażeby można było łatwo zamontować nową wkładkę formującą bez rozbierania formy. Wielkość kieszeni została dostosowana do dostępnych normaliów (znormalizowanych części). Obniża to zużycie stali, energii oraz koszt uruchomienia nowej produkcji.
- dużą liczbę wypychaczy – aby było możliwe zarówno przesuwanie wkładek badawczych (wymagają one dodatkowej obróbki, ale będziemy dzięki temu potrzebować jedną wkładkę zamiast kilku) oraz zwiększenie elastyczności narzędzia (duża liczba wypychaczy zwiększa szansę, że uda się tak spozycjonować kolejny wyrób, iż będzie możliwe jego wypchnięcie z formy). Zwiększenie elastyczności w konsekwencji powoduje, iż zmniejszamy szansę na konieczność zbudowania nowej formy, czyli zużycie nowej porcji wysokogatunkowej stali, energii oraz wydanie sporej sumy pieniędzy

Przed przystąpieniem do prac projektowych ustaliliśmy, że wykorzystamy do produkcji tworzywo Moplen HP500N (polipropylen). Mając dobrane tworzywo wykonałem symulacje wtryskiwania w programie Autodesk Moldflow, ażeby ocenić czy nie będzie problemów z wypełnieniem gniazda. Jest to narzędzie wykorzystywane przeze mnie zawodowo do rozwiązywania problemów produkcyjnych z wypraskami produkowanymi metodą wtryskiwania tworzyw. 90% projektów realizuję dla branży motoryzacyjnej oraz AGD, gdzie głównym problemem jest to, żeby wypraska po wyjęciu z formy spełniła założone tolerancje (a przez niejednorodny skurcz tworzywa w 90% przypadków tak nie jest :D). Tyle o moim doświadczeniu zawodowym z pracy w PROCAD SA, poniżej możecie zobaczyć animację jak to przebiega, ale wracamy do wkładek 🙂
W rozważanym przypadku wypełnianie gniazda nie było idealnie zbalansowane, jednak niewielka wartość deformacji i relatywnie mała sztywność wypraski spowodowały, że to niezbalansowanie było do zakceptowania. Przez zbalansowanie rozumiem sytuację, kiedy do najbardziej oddalonych części wypraski tworzywo dopłynie w tym samym momencie (w tym wypadku były to boki wypraski oraz środek od strony osłony).
Korekta geometrii stelaża oraz projekt wkładek
Projektowanie wkładek formujących przeprowadzono w dwóch iteracjach. W pierwszej iteracji spozycjonowałem wypraskę tak, ażeby nachodziła na możliwie dużą liczbę wypychaczy, umożliwiających usunięcie jej z formy. Według oceny dr inż. Krzysztofa Mrozka – wspomniane rozwiązanie cechowało się zbyt małą liczbą nachodzących wypychaczy, stąd w pierwszej iteracji dodał on dodatkowe wypychacze. Razem z wypychaczami zostały narysowane tzw. odpowietrzenia, przez które powietrze usuwane jest z formy kiedy gniazdo formujące jest wypełniane przez ciekłe tworzywo. Jeżeli powietrze nie zdąży zostać usunięte z formy – powstają ciemne przypalenia na skutek kompresji powietrza i wzrostu temperatury. Efekt ten nazywany efektem Diesla sporadycznie występował nim nie zostały wprowadzone korekty w formie wtryskowej.

Mając konkretną formę wtryskową, w której nie planujemy wiercenia dodatkowych otworów pod wypychacze (a w tym wypadku tak jest, gdyż forma ma posłużyć wiele lat przy wielu projektach) musimy wprowadzić modyfikacje w wyprasce. To zadanie przypadło mojej osobie. Ze względu na fakt, że osłony przyłbic zostały już wycięte z folii, sprawa była nieco bardziej skomplikowana, gdyż należało uwzględnić położenia istniejących otworów. W ten sposób dobierając poszczególne długości krzywizn przeprojektowałem kształt stelaża.
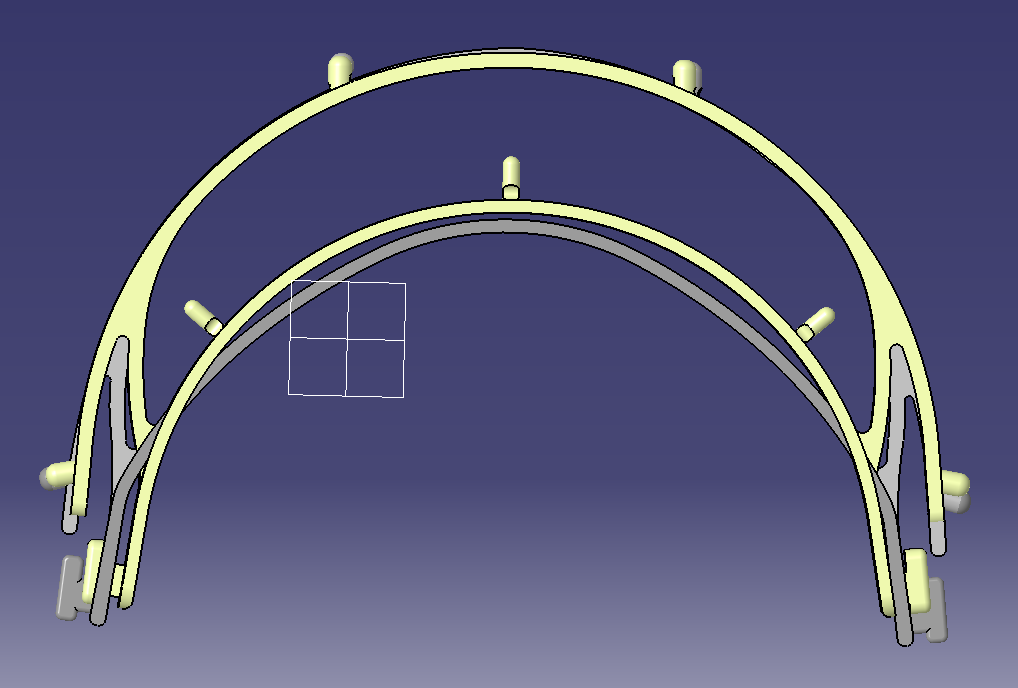
W międzyczasie Panowie dr. inż. Wiesław Kuczko oraz dr inż. Radosław Wihniarek wydrukowali na drukarce 3D przygotowane geometrie i sprawdził je pod kątem montażu oraz ergonomii noszenia. Ze względu na ucisk zaprojektowanego nowego kształtu stelaża wymagana była zmiana części promieni krzywizn, żeby poprawić komfort noszenia Uwzględniając wnioski płynące z wydrukowanych prototypów przygotowałem nową wersję geometrii stelaża, która po wydruku była tym razem ok. Po niewielkich korektach rozstawu trzpieni mocujących osłonę model był gotowy do dalszego wykorzystania.

Na podstawie modelu przygotowanego przez dr inż. Krzysztofa Mrozka naniosłem odpowietrzenie na wkładkę, wprowadziłem w odpowiednich miejscach otwory pod wypychacze, “dodałem” wlewek i wkładki były gotowe :).
Wykonanie wkładek do produkcji stelaży przyłbic
Osobą odpowiedzialną za finalne wykonanie wkładek byli Panowie dr inż. Wojciech Ptaszyński oraz mgr inż. Jacek Tylicki, którzy zaprojektowali i zaprogramowali obróbkę na frezarce 5 osiowej geometrii wypraski oraz wykonali pozostałą obróbkę w postaci wiercenia kanałów chłodzących oraz otworów pod wypychacze. Tutaj zderzyliśmy się z problemem wielkości frezów, gdzie ze względu na dostępne narzędzia musieliśmy w kilku miejscach zwiększyć grubości ścianek oraz wielkość wypychaczy. Dodatkowo już w programie do obróbki CAM zostały nadane pochylenia ścianek wypraski, ażeby wypraska łatwiej była wypychana z formy.

Czy to oznacza, że nie da się wyprodukować wyprasek z cieńszymi ściankami? Absolutnie nie! Po prostu musieliśmy dostosować wypraskę nie tylko do formy wtryskowej, ale również do technologii obróbki. Gdybyśmy mieli frezarkę do wytwarzania elektrod do elektrodrążenia, to wypraska mogłaby zostać znacząco odchudzona. Elektrodrążenie jest techniką elektroerozyjną, która wykorzystując elektrodę z miedzi lub grafitu jest w stanie precyzyjnie obrabiać materiał (wykorzystując zjawisko erozji na skutek przepływu prądu między materiałem obrabianym i elektrodą). Nadaje się do obróbki stali trudnoskrawalnej o wysokiej twardości, a także do wykonywania cienkich ścian.
W ten oto sposób powstały wkładki formujące 🙂

Uruchomienie produkcji stelaży
Za uruchomienie produkcji był odpowiedzialny mgr inż. Paweł Brzęk. Po jego stronie było zamontowanie wkładek w formie oraz dobór parametrów procesu na wtryskarce Engel e-mac 50.

Na początku udało się ustawić proces, że trwał on 53 sekundy, czyli dość sporo jak na wypraskę o grubości ścianki 3-3,5 mm. Po wykonaniu nieznacznych korekt w formie udało się zejść z czasem do ok. 33 sekund, jednak wypraska potrafiła kilka razy w ciągu godziny zostawać po nieruchomej stronie formy wtryskowej, co zatrzymywało proces. Ze względu na zbyt dużą temperaturę tworzywa przy wypychaniu, jej deformowaniu i utykaniu w formie. Finalnie poprawiając parametry procesu i wydłużając cykl do 40 sekund udało się ustabilizować proces, że zaczął biec praktycznie bezawaryjnie. Wydłużenie cyklu zrekompensowało przestoje związane z koniecznością chwilowego zatrzymywania procesu w celu usunięcia zaklinowanej wypraski umożliwiając uzyskanie wydajności ponad 1000 stelaży przyłbic dla lekarzy na dzień.

Podsumowanie projektu „stelaże przyłbic dla lekarzy”
Projekt uruchomienia produkcji stelaży do przyłbic trwał ok. 4 – 4,5 tygodnia (ze względu na Święta Wielkanocne), co stanowi bardzo dobry wynik. Dla porównania – w branży Automotive producenci samochodów wymagają od swoich dostawców części 14-tygodniowego czasu wykonania i uruchomienia formy wtryskowej, co stanowi bardzo krótki okres czasu.
Bardzo istotne w tym projekcie było ponowne wykorzystanie istniejącego narzędzia (laboratoryjnej formy wtryskowej – działanie zgodne z ideą Gospodarki o Obiegu Zamkniętym) oraz przeprojektowanie geometrii produkowanego wyrobu (stelaża przyłbicy – zgodnie z ideą ekoprojektowania) tak, aby można było wspomniane narzędzie wykorzystać przy minimalnej liczbie wprowadzanych modyfikacji.
Rozwiązanie to obok waloru ekologicznego (oszczędność energii, surowców w postaci korpusu nowej formy, narzędzi skrawających) miało oczywiście walor ekonomiczny (niższe koszty wdrożenia produkcji ze względu na wspomniane oszczędności). Brak konieczności projektowania całej formy oraz jej wykonywania również pozytywnie wpłynął na czas uruchomienia produkcji. Tym samym uwzględnienie ekoprojektowania może pozytywnie wpłynąć na czas realizacji oraz zwrot z inwestycji w dany projekt.
Ważnym elementem w niniejszym projekcie miało wykorzystanie symulacji komputerowych procesu wtryskiwania (z wykorzystaniem Autodesk Moldflow), które umożliwiły zweryfikowanie, czy wystąpią istotne problemy z produkcją wyrobu. Drugim ważnym elementem było zastosowanie technik do szybkiego prototypowania (druku 3D), który zredukował szanse na popełnienie błędu w produkcji finalnego wyrobu od strony zarówno pasowania jak i strony użytkowej (pod warunkiem że deformacje tworzywa nie wpłyną istotnie na geometrię). Obydwa narzędzia bardzo znacząco wspierają ideę ekoprojektowania, ponieważ umożliwiają wychwycenie potencjalnych błędów przed wykonaniem finalnych wkładek. Gdyby zaprojektowana geometria stelaża lub wkładki posiadały błędy – powstałaby znacząca strata surowców oraz energii, a w tym wypadku również czasu, którego bardzo brakowało.
Na zakończenie mogę śmiało uznać udział w powyższym projekcie za bardzo fajne doświadczenie zawodowe, mając jednocześnie przyjemność pracować w zespole o tak zróżnicowanych kompetencjach i wytwarzając finalny wyrób w naprawdę krótkim czasie. Szczerze polecam udział w tego typu przedsięwzięciach 😀


